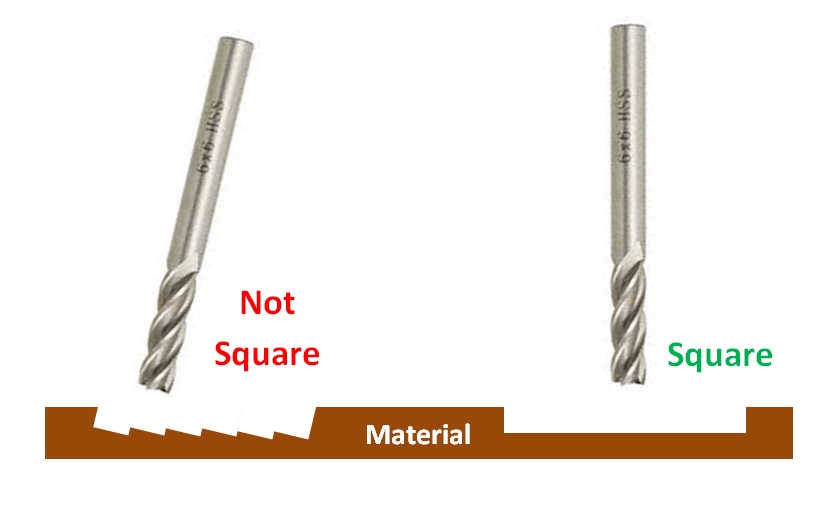
 While doing some pocketing cuts on the CNC Router, the bottom surface of the pocket turned out a little bit ragged. This is caused by the router’s spindle not being perpendicular to the machine bed. Instead of a flat bottom, it was ‘saw-toothed’, the size of the ‘teeth’ being a function of the cutting tool diameter, the offset distance between passes and how out-of-square the spindle is to the bed. Click ‘continue reading’ below to see an exaggerated graphical example.
While doing some pocketing cuts on the CNC Router, the bottom surface of the pocket turned out a little bit ragged. This is caused by the router’s spindle not being perpendicular to the machine bed. Instead of a flat bottom, it was ‘saw-toothed’, the size of the ‘teeth’ being a function of the cutting tool diameter, the offset distance between passes and how out-of-square the spindle is to the bed. Click ‘continue reading’ below to see an exaggerated graphical example.
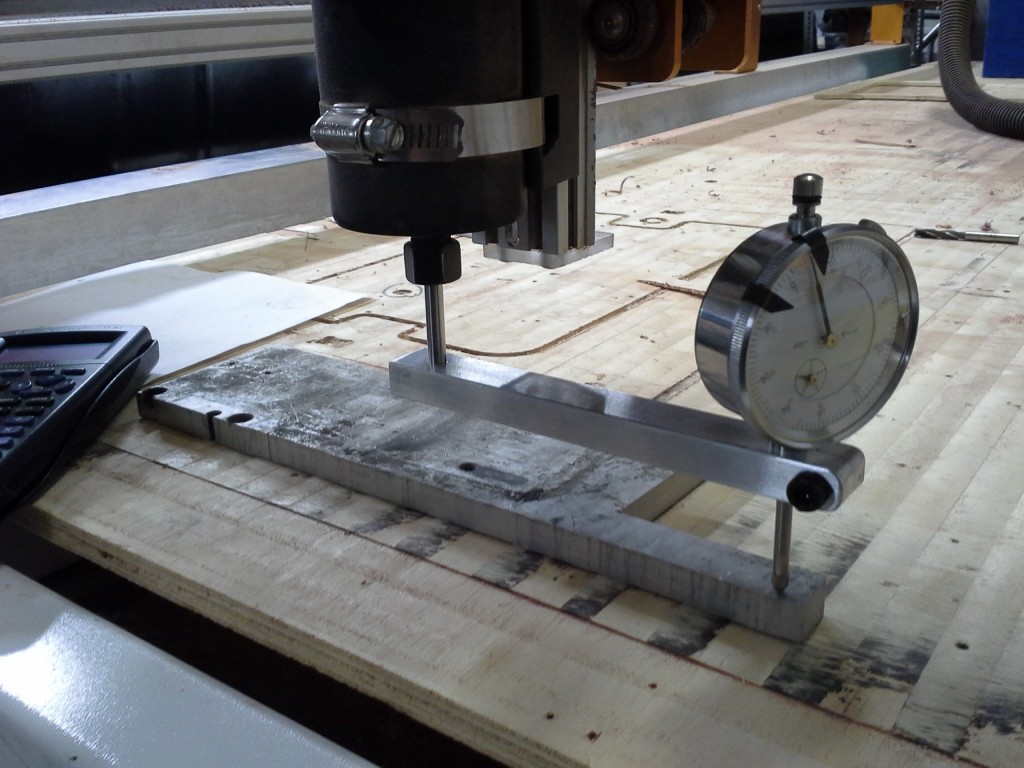
This is not a unique problem and there is definitely a solution. There is a thing called a tramming gauge. It is super simple: a piece of metal that holds an indicator a certain distance from the spindle. The tramming gauge is loaded into the spindle and a measurement is taken in one position and again after the tramming gauge is spun 180 degrees. If both measurements are the same, the spindle is square. Here’s a great video on Tramming a Bridgeport Milling Machine Spindle.
We didn’t have a tramming gauge so we made one. The main beam is 1/2 x 3/4″ aluminum stock. Since the CNC Router has a 1/4″ collet, a ground 1/4″ rod was press fit into a hole drilled in one end of the bar. Another hole, 5 inches away, was drilled to accept the indicator. A slot was cut from the end of the bar to the hole so that the indicator could be tightened in place via a hole drilled and tapped for a cap screw. So, over the 10 inch swing diameter, there was about 0.070″ of difference in measurement. Too much, indeed! Correcting it is as simple as loosening the spindle, re-positioning it closer to square and re-tightening the hardware. This process is repeated until both readings 180 degrees apart are the same.